this is a very interesting thread. my welding experience level is beginner, self taught, no classes.
i have three wire welders, the hf 90 amp buzz box, a handler 190 mig, and a hobart i165 tig.
the hf produces messier results, mainly more splattering, the handler welds look better. i use
.030" wire from various suppliers. i can't see any big difference between wires, i would say this
is due to my skill level and not a material or metallurgy issue.
my tig is pretty much still in the box after three years, not ready for another new experience.
Phil you may well be your own worst enemy, although unintentionally....
The biggest fight that I see with new welders is the wrong wire choice and their biggest fear is blowing a hole in a piece.
I learned all my welding the hard way. I put on a helmet and leaned over a neighbors shoulder as a teenager and watched him weld with a stick welder. The same man never owned a Mig. But he could weld anything with a Tig. And I mean an old Lincoln that he bought new in the early 60's with a Lincoln high freq box sitting on the top.
There is no substitute for time spent under the hood. Period.
I have helped a lot of people learn to weld over the years with just a few simple demonstrations.
First, don't be afraid to turn the heat up and let it make a bead.
Second, pick up your travel speed and basically out run the weld puddle. People tend to move slowly and then they blow a hole because it gets to hot, then they slowdown even more... (this is the one thing I tell everyone, move faster) Try moving twice as fast forward as you have been with just a little more heat and stay ahead of the puddle. If at all possible always push the weld with the gun pointed in the direction of travel.
I would suggest that you stick to one machine for all your practice. I would set up your Handler because it has gas which will help in the long run. Change it over to .023 wire. You can weld 22 gauge through 1/4'' with it. I ran my first Mig, a Lincoln SP-140, for 15 years and never put anything but .023 wire in it. When I bought my Miller 251 I set it up with .035 and that's all I run in it.
Here is a suggestion for set up. When you are welding a joint space it apart the width of the material thickness and move as soon as you start. This applies to 22 gauge or 1/8'' plate.
This is 1/8'' plate gapped and welded.
Just practice the same thing every time until you get better. You can buy small sheet metal pieces at Lowes, Home Depot, Tractor Supply and the like. We shear 3'' x 4'' 20 gauge coupons to practice on at school. If you can weld thin stuff without blowing holes then the thick stuff is easy.
Doug
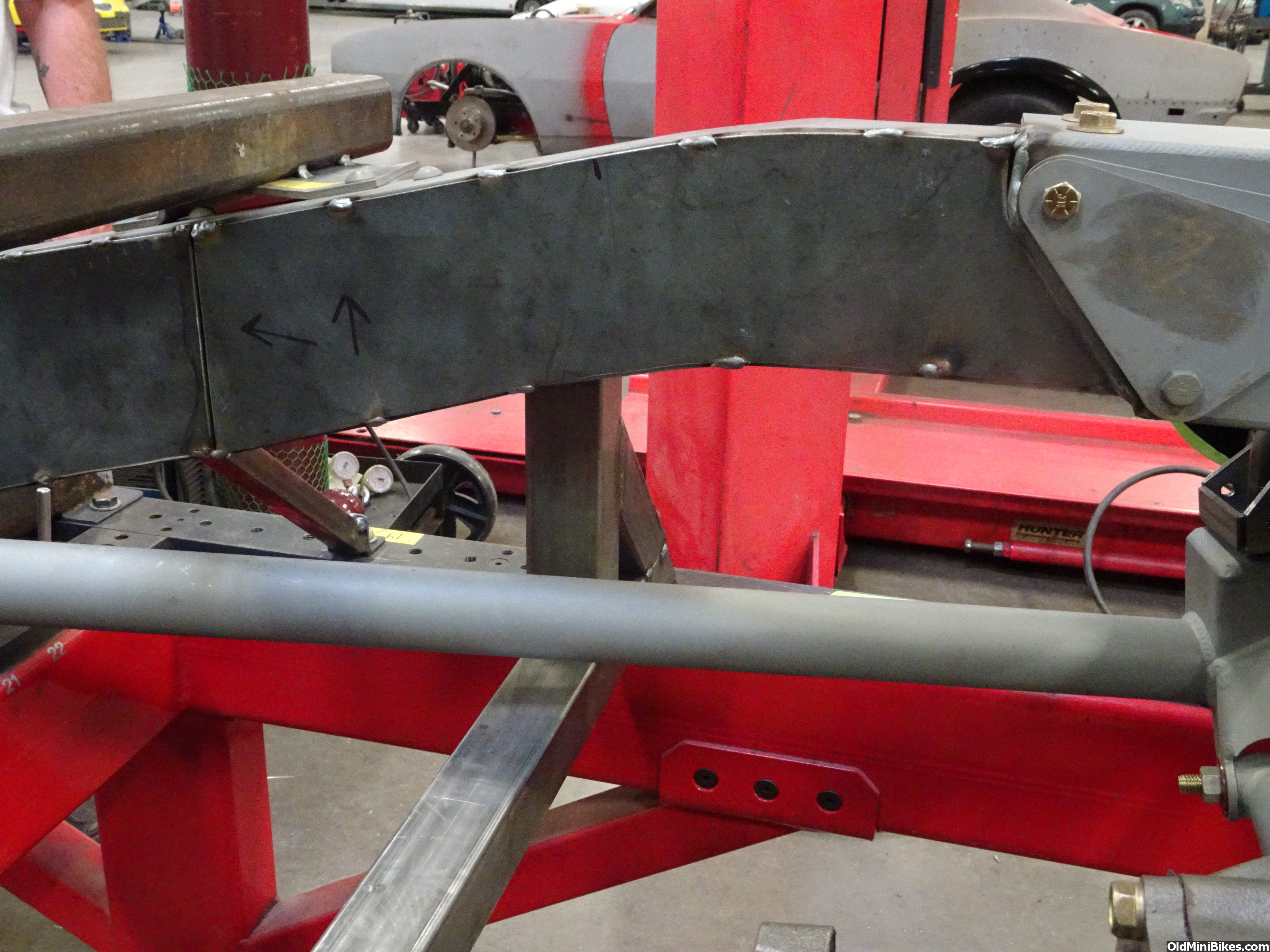
lol..... The arrows were to indicate front and up..... We were fitting right and left boxing plates as we went.